
3T 整合:打造世界級製造競爭力
本課程整合了製造業三大支柱:全方位生產保養 (TPM)、豐田生產系統 (TPS/Lean) 與全面品質管理 (TQM)。結合世界一流企業推行 20 餘年的 CIT/CIP (持續改善團隊/流程) 經驗,旨在透過系統化的方法消除損失、創造價值,並引入現代化 AI 技術進行數位轉型。
學習進度
系統會記錄您已瀏覽的頁籤與已完成的測驗,方便課堂中斷後快速接回節奏。
頁籤瀏覽進度
0 / 0測驗完成進度
0 / 0學習成果
掌握 3T 整合框架
理解 TPM、TPS、TQM 如何協同運作,打造世界級製造體系。
實施 CIT/CIP 持續改善
運用 8D、PDCA、DMAIC 等方法論,建立系統化改善機制。
善用 AI 優化製造流程
學習如何運用 AI 工具進行數據分析、預測維護與智慧決策。
應用世界級工具與方法
熟練運用 QC 七手法、SPC、FMEA、VSM 等實戰工具。
3T 核心支柱
TPM
Total Productive Maintenance
追求設備總合效率 (OEE) 最大化,透過全員參與的預防保養體系,實現零故障、零不良、零災害的終極目標。
TPS / Lean
Toyota Production System
消除七大浪費 (MUDA),建立精實價值流,透過 JIT (Just-In-Time) 與自働化 (Jidoka) 雙引擎,實現高效率、低庫存、快速反應的生產體系。
TQM
Total Quality Management
全員參與的品質管理體系,透過持續改善 (Kaizen) 與客戶導向思維,建立從供應商到客戶的完整品質保證鏈,並整合 ESG 永續發展理念。
3T 整合框架
| 層級 | 核心要素 | 作用 |
|---|---|---|
| 設備層 (TPM) | 設備穩定性、OEE 最大化 | 確保生產基礎穩固 |
| 流程層 (TPS) | 消除浪費、價值流優化 | 提升效率與反應速度 |
| 品質層 (TQM) | 品質保證、客戶滿意 | 確保產出符合標準 |
| 改善引擎 (CIT/CIP) | 8D、PDCA、持續改善 | 驅動體質提升與防再發 |
| 賦能層 (AI) | 數據分析、預測、優化 | 加速決策與智慧化 |
| 環境層 (Industry 4.0 & ESG) | 數位轉型、永續發展 | 對接未來趨勢 |
整合精髓:TPM 穩設備、TPS 順流程、TQM 保品質,CIT/CIP 持續改善,AI 智慧賦能,Industry 4.0 & ESG 引領未來。
課程結構
課程概覽
3T 整合框架與學習路徑
AI 設定
啟動 AI 智慧顧問功能
案例
機械零組件廠的 3T 整合情境
CIT/CIP 與 8D
持續改善與問題解決方法論
TPM 管理
全員生產保養體系
TPS 精實
豐田生產系統與精實製造
TQM 品質
全面品質管理與五大工具
工業 4.0 & ESG
數位轉型與永續發展
關鍵工具
QC 七手法與實戰應用
AI 輔助 3T
AI 在製造管理的實際應用
術語速查 Glossary
針對台灣企業學員常見的縮寫與英文術語,提供可搜尋的快速解釋。
3T / 品質 / 精實 / 永續 常用術語
可用英文縮寫、中文關鍵字或完整名稱搜尋,例如:`OEE`、`良率`、`SMED`、`碳足跡`。
案例:機械零組件廠的 3T 整合改善
用一個更貼近製造業現場的案例,示範 TPM、TPS、TQM 如何一起落地。
案例背景:中型機械零組件廠,面臨插單多、換線慢、良率不穩的典型壓力
這是一家供應工具機、傳動模組與自動化設備客戶的台灣機械零組件工廠,主要製程涵蓋車削、銑削、熱處理、清洗與終檢。 客戶要求多樣少量、交期短,現場則長期仰賴師傅經驗,導致設備保養、換線條件與品質判定標準不一致。
定位
- 產業:機械零組件 / 工具機供應鏈
- 型態:多樣少量 + 插單頻繁
- 痛點:交期、換模、尺寸變異、再發問題
- 教學重點:3T 如何在同一工廠協同
設備效率
OEE 58%
主因:停機、換線、低速切削
交期達成
OTD 82%
急單插單造成排程重排
一次直通率
FPY 91.5%
尺寸偏移與毛邊返工偏高
在製庫存
18 天
批量生產掩蓋瓶頸與品質問題
問題鏈:這不是單一部門問題,而是典型 3T 連動問題
Cross-functional DiagnosisTPM 面
- 主軸軸承與夾治具磨耗未被早期偵測,導致尺寸飄移。
- 自主保全只做清掃,沒有扭力、潤滑與異音標準。
- 故障資料沒有 Pareto 與 MTBF/MTTR 分析,維修多靠經驗反應。
TPS 面
- 換線平均 110 分鐘,迫使現場傾向大批量先做,WIP 持續堆高。
- 插單時以 push 方式重排,瓶頸設備前後等待明顯。
- 製程間搬運與待檢時間長,真實 Lead Time 遠高於加工時間。
TQM 面
- 關鍵尺寸 Cpk 不足,量測治具再現性也未確認。
- 客訴 8D 常停在圍堵,FMEA、Control Plan 沒有回寫。
- 供應商材料硬度波動未進到來料風險管理,造成加工條件不穩。
台灣機械零組件情境特徵
3T 整合改善路徑
Step 1 · TPM 先穩住設備與條件
- 建立車削 / 銑削關鍵設備損失樹,先抓 Top 3 停機因子。
- 把 AM 從「清掃」升級為「清掃 + 潤滑 + 鎖緊 + 聽音 + 點檢」。
- 導入主軸溫度、振動與刀具壽命監控,做預警式保全。
Step 2 · TPS 拉動流程、縮短換線
- 以產品族群做 VSM,區分真加工時間與等待時間。
- 推 SMED,把治具預組、刀具預調與首件確認外移。
- 針對瓶頸站導入視覺化排程與超市補料,降低插單衝擊。
Step 3 · TQM 鎖住品質與防再發
- 重新確認量測系統,關鍵尺寸導入 MSA 與 SPC。
- 把客訴 8D 與機台異常 8D 分流,並回寫 FMEA / Control Plan。
- 將材料硬度、刀具磨耗、尺寸偏移建立因果鏈,避免只做全檢圍堵。
90 天導入路線圖
Factory Execution Plan| 階段 | 重點行動 | 交付物 | KPI 追蹤 |
|---|---|---|---|
| 0-30 天 | 設備損失盤點、VSM 現況圖、關鍵尺寸 MSA、客訴與停機 Pareto | 損失樹、現況地圖、Top 3 專案名單 | OEE、換線時間、FPY、客訴件數 |
| 31-60 天 | SMED 試點、AM 基準建立、關鍵尺寸 SPC、8D 啟動與 FMEA 更新 | 標準作業、點檢表、首件確認表、Control Plan | 換線時間下降率、MTBF、Cpk、再發率 |
| 61-90 天 | 擴大到第二條產品族群、建立例外管理看板、評估 AI 預警與能耗監控 | 管理儀表板、例外規則、擴散計畫 | OTD、WIP Days、COPQ、kWh/pcs |
建議帶走的交付物
- 設備損失樹與 OEE dashboard
- SMED 內外作業分離表與換線標準工時
- 關鍵尺寸 SPC 圖表與 MSA 結論
- 客訴 / 異常雙軌 8D 模板與 FMEA 回寫機制
- 例外管理規則:哪些異常需要升級到 CIT/CIP
預期改善目標
對應課程模組
Case to Module Mapping這個案例最適合拿來串課堂中的「方法 → 工具 → 現場落地」三段式教學。
啟動 AI 智慧顧問
輸入您的 API Key 以啟用「3T 智慧診斷」功能。支援 Gemini、ChatGPT、Deepseek 與 Azure OpenAI / Copilot。
目前尚未儲存 API 設定。
CIT/CIP 持續改善與 8D 思維
Continual Improvement Team · 從「寫報告」升級到「治理體質」
問題類型 × 方法選擇(避免「不該啟動的 CIT/CIP」)
Management Decision Aid目的:把資源用在刀口上。不是所有問題都需要完整 8D;有些只需 Quick Fix,但重複、跨部門、影響 KPI 的議題才值得啟動 CIT/CIP。
| 問題類型 | 建議方法 | 啟動門檻(常用) | 輸出物 |
|---|---|---|---|
| 單一偶發異常 | 5Why / 快速 8D(精簡版) | 影響小、可單位內解決 | 對策 + 追蹤 |
| 重複發生不良 / 客訴 | 標準 8D | 再發率高、跨班/跨線、客戶風險 | 8D + 防再發(D7) |
| 系統性品質/成本/交期 | CIT/CIP + LSS(Lean 6 Sigma) | 影響 KPI、需數據驗證 | 專案章程 + 改善計畫 |
| 策略性體質問題 | 年度 CIT/CIP Program | 與策略/年度目標連動 | 年度改善組合(Portfolio) |
標竿企業(如 TSMC)的 CIT/CIP 成功運作模式
CIT/CIP 不只是解決問題的工具,而是一套由組織、制度、KM、Review、激勵構成的「經營系統」。 推行多年常見的成功要素如下:
-
1
專人專職部門協助推動 設置 CIT/CIP Facilitator(輔導員),負責進度追蹤與方法教練。
-
2
治理委員會(Steering Committee) 高階主管定期 Review:選題、資源、風險、成效與橫向展開。
-
3
激勵同仁參與(發表與獎項) 年度發表會 + 金銀銅獎,讓改善「被看見、被複製」。
-
4
知識管理平台(KM) 8D 與 Best Known Practices 必須可搜尋、可再用,支撐防再發與橫向展開。
-
5
分階教育訓練 基礎 QC → 8D → LSS,形成方法論梯度。
CIT / CIP 年度治理節奏(把專案變制度)
改善不是靠熱情,而是靠節奏。以下是一個常見、可落地的年度循環(可依公司文化調整)。
Q1
策略展開與選題
- 品質/成本/交期 KPI 展開
- 選題標準與門檻定義
- 資源盤點與排程
Q2
CIT/CIP 專案啟動
- CIT/CIP 專案開案
- 週/月追蹤(Facilitator)
- 關鍵風險與阻礙排除
Q3
Review + 橫向展開
- 中期審查(Steering)
- 複製到同族群/同設備
- 標準化草案(SOP/CP)
Q4
KM 彙整與表揚
- Best Known Practices 入AI資料庫
- 年度發表會與獎項
- 明年議題與策略回饋
關鍵訊息: 8D 的價值不只在解決當下,而在 D7/D8 的「制度化、防再發、可複製」。
CIT/CIP-3T 8D 標準流程(雙軸邏輯思維)
From Y → X → Prevention不是「填寫 8D 表單」,而是用 8D 驅動跨部門決策與體質改善。 核心:先看結果 Y(症狀),再收斂原因 X(真因),最後回到系統機制(防再發)。
D1:主題選定與理由
連結部門 KPI 與策略,說清楚「為何選擇此主題」(品質/成本/交期/客訴)。
D2:現況掌握與目標設定(雙軸分析)
掌握結果 Y 的現況並定義改善目標。
- 垂直分析(Vertical):流程展開(Process Flow),定位問題發生站點。
- 水平分析(Horizontal):IS / IS NOT 差異分析(What/Where/When/Extent)。
D3:暫時措施(Containment)
針對 Y 的治標:先圍堵風險(加嚴檢驗隔離、全檢),不可把 D3 當永久對策。
D4:要因分析(核心:把 X 找對)
針對原因 X 收斂並驗證,不靠投票。
- 演繹(Deductive):魚骨圖、FTA,從原理推導假設。
- 歸納(Inductive):DOE、關聯分析,從數據驗證真因。
D5:對策實施(Corrective Actions)
針對 X 的治本:製程內監控(In-Process)與外機制(供應商/規格/驗收)。
D6:效果確認(用數字說話)
用數據與統計驗證改善成效(不良率下降、Cpk 提升、客訴下降)。
D7:實施管制與標準化(防再發)
修改 SOP/SIP、Control Plan、FMEA、點檢/保養基準,建立系統性管制。
D8:持續改善(Remaining Problem)
檢討殘餘問題(成本/能力/穩定性),把改善變成下一輪 CIP 的起點。
8D 常見「假改善」地雷(避免做白工)
| 常見錯誤 | 表面看起來 | 實際後果 | 修正做法 |
|---|---|---|---|
| 把 D3 當永久對策 | 很快變好 | 成本暴增、效益不可持續 | D3 只圍堵;永久對策必須在 D5/D7 落地 |
| D4 用投票選原因 | 很有共識 | 原因未被證實、再發機率高 | 假設(推論)+ 驗證(數據/試驗)缺一不可 |
| D7 只改 SOP | 文件齊全 | 現場沒變、管制機制不足 | 回寫 CP/FMEA + 現場稽核 + 監控指標(SPC/查核) |
8D Quality Gate(主管 Review 清單)
D2:現況
- 是否有 IS / IS NOT 差異分析?
- Y 指標是否明確(定義、單位、期間)?
D3:圍堵
- 圍堵是否對準風險?是否有退出條件?
- 是否避免把 D3 當永久方案?
D4:真因
- 是否同時有「推論」與「驗證」?
- 是否能用數據證明「這個 X 會造成 Y」?
D6:效果
- 是否用統計/趨勢,而非目測?
- 是否有前後對照(Before/After)與信賴判定?
D7/D8:防再發與複製
- 是否回寫 FMEA / Control Plan / SOP,並有稽核機制?
- 是否有橫向展開策略(同機台/同製程/同供應鏈)?
CIT/CIP(8D)與 Lean Six Sigma(DMAIC)的整合
| LSS 階段(DMAIC) | CIT 步驟(8D) | 關鍵工具(Tools) | 適用情境(建議) |
|---|---|---|---|
| Define(定義) | D1 主題選定、D2 現況掌握 | Project Charter, SIPOC, VSM | 議題界定、範圍與目標校準 |
| Measure(衡量) | D2 現況、D3 圍堵 | Gage R&R(MSA), Cpk/Capability | 數據可信度確認、現況量化 |
| Analyze(分析) | D4 要因分析 | Fishbone, 5 Whys, Hypothesis, Regression | 找 X、證明 X→Y(避免投票式真因) |
| Improve(改善) | D5 對策、D6 驗證 | DOE, Brainstorming, Pilot Run | 治本 + 效果驗證(Before/After) |
| Control(管制) | D7 標準化、D8 殘餘問題 | Control Plan, SPC, FMEA Update, SOP | 防再發 + 橫向展開 + KM 入庫 |
AI 在 8D 的正確角色(不是幫忙寫報告,是協助思考)
AI-ready Governance| 8D 階段 | AI 輔助角色 | 落地用途(例) |
|---|---|---|
| D1/D2 | 問題分類 + 數據整理 | 自動整理現況、IS/IS NOT、異常分層(站點/批次/供應商) |
| D4 | 假設生成 + 證據提示 | 提出可能 X 清單、建議驗證方式(試驗/抽樣/對照) |
| D6 | 效果檢查 + 趨勢偵測 | SPC/趨勢異常提醒、前後對照統計解讀 |
| D7/D8 | 知識整理(KM/RAG/SKILL) | 把 Best Known Practice 入AI資料庫、讓下一次能「查得到、問得到、用得到」 |
AI 目標: 降低重複犯錯成本、提升分析速度、把「經驗」變成「可複製的制度」。
概念測驗
小提醒:如果你選錯,代表你未來可能會啟動一個「不該啟動的 CIT」,造成時間與資源浪費。
1. 在 CIT/CIP 的 8D 思維中,D4 要因分析主要針對什麼進行收斂?
2. 8D 流程中,哪一步驟是針對「症狀」(Results) 採取的臨時阻絕措施?
TPM 全員生產保養體系
從「會保養」升級到「看得懂設備狀態、會改善、會改標準」── 損失治理 + KPI 閉環 + 8D 實戰
核心指標
OEE
A / P / Q
可靠度
MTBF
故障間隔
維修性
MTTR
修復時間
停機損失
BD
min / 月
定保達成
PM%
Compliance
最大損失
Top 3
Pareto
TPM 的演進與融合(從事後修理到 AI 預知)
BM → TPM → PdM → AI保養觀念隨製造需求一路演進:從「壞了才修」走到「設計就讓它不壞」,再走到「用資料預測何時會壞」。理解這條主線,才知道自己的工廠目前站在哪裡、下一步該往哪走。
| 年代 | 保養型態 | 核心精神 |
|---|---|---|
| 1950s | BM 事後保養(Breakdown) | 壞了才修,被動救火 |
| 1960s | PvM 預防保養(Preventive) | 定期保養,避免故障 |
| 1970s | PM 生產保養 / CM 改良保養 / MP 保養預防 | 兼顧經濟性,從設計端消除故障 |
| 1980s | TPM 全員生產保養 | 全員參與,操作員也照顧設備 |
| 1990s | CBM / PdM 條件 / 預知保養 | 依狀態決定保養時機 |
| 2000s | LTPM 精實全面生產經營 | TPM 與精實流動整合 |
| 2010s | Smart Manufacturing 智慧製造 | Factory IoT、數位孿生 |
| 2020s | AI Applications 人工智慧廣泛應用 | 多特徵融合的 AI 狀態預知 |
生產系統的合理化:點 → 線 → 面 → 立體 → 全球
由單一工程(點)合理化,到生產線(線)、整合產品單元(面)、工廠單元(立體)、事業單位,最後到全球網路與能源、供應鏈的智慧化、數位化。改善的邊界不斷放大。
數位孿生與工業 4.0
透過數位工程、數位試運轉與驗證的聯動(虛擬調試),讓數位模擬與實際操作互相配合。核心競爭力是把「靠經驗累積的隱性知識」轉成「任何人都能理解、可共享的標準」。
可維護工程:浴缸曲線(Bathtub Curve)
Reliability × Maintainability浴缸曲線描述設備故障率隨時間的變化。真正的 TPM 不只是「修」,而是針對不同階段用不同核心治理;曲線最低點屬偶發型故障。
1. 初期故障期(Burn-in)
核心:MP 初期管理 + 基準建立
- 失效源於設計/生產缺陷、測試不足、過度使用或誤用
- 新機/大修後:點檢基準、潤滑/緊固標準化
- 初期故障 Pareto(Top 3 Losses)快速收斂
- 對策:試運轉、MP 初期管理
2. 偶發故障期(Useful Life)
核心:AM 成熟度 + 重複故障治理
- 失效率固定、隨機且相互獨立(指數分配)
- 自主保全提升:清掃/給油/鎖緊可視化
- 對策:長時間故障用 FMEA、故障小停用 PSDM 排除
- 重複故障率(30/60 天)作為治理 KPI
3. 磨耗故障期(Wear-out)
核心:CM/PdM + 更換週期最佳化
- 失效率遞增,源於老化或缺乏定期維護
- 對策:自然劣化用 PM 分析 / 改良保養
- 狀態監測(振動/溫度/電流)建立門檻與行動規則
- 更換週期優化:避免「過保養」與「保養不足」
可靠度(Reliability)
以 MTBF 表示:故障之間的平均時間,越大越好。
維修性(Maintainability)
以 MTTR 表示:修復所需平均時間,越小越好。
TPM 八大支柱(從概念到落地)
Pillars → Roadmap- ① 個別改善(Kobetsu Kaizen):消除阻礙設備、人員、原料效率化的損失,創造價值。
- ② 自主保全(Jishu Hozen):操作員負責基本潤滑、點檢、小修理,擴大工作廣度。
- ③ 計畫保全(Planned Maintenance):專職部門依 PQCDMS 評量重點設備,做定期/條件/預知保養。
- ④ 教育訓練:以階層別/機能別/能力別建立技能認證(ISO 10015 四級成果評估)。
- ⑤ 初期管理(MP Design):新設備設計、安裝、試產期就把故障想進去,追求 LCC 經濟性。
- ⑥ 品質保全(Quality Maintenance):以 4M1E 設定「零不良」的設備與製程條件。
- ⑦ 間接部門效率化:行政與間接作業改善,效能 = 產出 / 投入 = 價值。
- ⑧ 安全衛生環境(SHE):以 ISO 14000 建構環境管理,實現零災害。
12 週 TPM MVP(建議導入順序)
目的:先用最小可行方案(MVP)在一條線/一群設備跑出 KPI 成效,再擴大複製。
Week 1-2
設備分級 + 損失盤點
- A/B/C 設備分級
- 16 大損失初盤
- 停機分類標準
Week 3-4
AM Step 1-2
- 清掃/給油/鎖緊
- 可視化點檢表
- 異常標籤化
Week 5-8
履歷治理 + PM 優化
- 叫修履歷完整率
- Top 3 Losses 收斂
- 定保內容迭代
Week 9-12
CM 試點 + 週報閉環
- 振動/溫度門檻
- OEE 週報
- CIT/CIP 8D 閉環
自主保全七步驟(一級保養)
Jishu Hozen 7 Steps保養不能完全依賴外部廠商。讓操作員不是「多做保養」,而是「更早看見微缺陷與製程風險」。
Step 1 初期清掃
清除設備周圍污垢,清潔即點檢,找出鬆動、潤滑與復原不妥處。
Step 2 發生源對策
改善污染源、防止飛散與保養困難處,縮短清掃時間。
Step 3 暫定基準
訂定在有限時間內確實維持清掃/潤滑/鎖緊的動作基準。
Step 4 總點檢
依一級保養手冊找出設備微缺陷並使之復原。
Step 5 自主點檢
編定有效的清掃/潤滑/鎖緊基準與實施 Check List。
Step 6 標準化
現場管理項目標準化(物流、數據紀錄、治具、工程品質保證)。
Step 7 自主管理
紀錄小停機、大故障、OEE、MTBF 等並持續分析改善。
落地三要訣
清潔不是打掃(確認污染是否造成品質風險);基本條件先到位(接地/治具/搬運);可視化要到現場(異常標籤、One Point Lesson、換班交接)。
計畫保全體制(二級保養):快速零故障四階段
Planned Maintenance完整的計畫保全:依 PQCDMS 評量重點設備 → 依 MTBF 與故障解析找出保養部位 → 選定保養方式(定期/條件/歲修/事後/改良)→ 制定保養基準書(週期、基準、工具、方法、負責人)→ 依行事曆計畫性實施。
強制劣化(偶發型)
外力 > 設備承受應力。透過使用條件差距分析、排除強制劣化、訂定暫時基準來處理。
自然劣化(連續型)
外力 < 設備承受應力。透過自然劣化對策、定期復原、預知壽命來延長固有壽命。
階段一
減少故障間隔變異
差距分析判斷強制/自然劣化 → 排除強制劣化 → 暫時基準。
階段二
延長固有壽命
自然劣化對策,提升設備固有強度。
階段三
定期復原劣化
點檢整備效率化,保養行事曆合理化。
階段四
預知壽命
設備品質管理 + 預知化(CBM/PdM)。
支柱深化:品質保全、初期管理 MP、教育與安環
品質保全(4M1E)
以 IATF 16949/VDA 為基礎,深究 4M1E(人機料法環)與品質(果 Y)的關聯,分為「結果管理(果 Y)」與「要因管理(因 X)」。
常用工具:QC 7 Tools、SPC、FTA/FMEA、PM 分析、PSDM、8D。
初期管理 & MP 設計
新設備設計、安裝、試運轉初期就防範量產後的故障(保養預防 MP)。MP 機能設計考量:信賴性、保養性、自主保養性、操作性、診斷性、安全性、換模便利性。
LCC = IC 最初成本 + RC 運作成本 + FC 失效成本;不要只看買設備的價格。
教育訓練體系
以階層別/機能別/能力別結合人力資源規劃,建構公司獨特的專業技能認證制度。
ISO 10015 訓練成果四級:反映 → 學習 → 行為 → 績效。
間接效率化 + 安全衛生環境
間接部門事務改善結合個別改善;以 ISO 14000 建構環境管理,實現零災害。
安環神器:One Point Lesson (OPL)、危險預知訓練 (KYT)、安全衛生 Check List。
生產活動的十六大損失(Loss → KPI → Tool)
阻礙效率化的損失很多,消除損失、創造價值就是 TPM 的個別改善活動。其中設備、人員、原料三大類稱為「生產活動之損失」。
設備相關損失(8 大)
- 故障損失
- 起動/調整損失
- 刀具/模具損失
- 速度損失
- 小停止/空轉
- 缺陷修正
- 不良/廢品
- 停機(計畫外)
生產與人員損失(5 大)
- 管理損失(等待/移動)
- 動作損失
- 負荷損失(Line Balance)
- 自動化停機損失
- 測試/檢查損失
間接與資源損失(3 大)
- 能源損失
- 備品備件損失
- 管理人員損失
| 常見 Top Loss | 對應 KPI | 典型工具 / 機制 | 預期輸出 |
|---|---|---|---|
| 故障損失 | MTBF、停機分鐘、重複故障率 | 叫修履歷治理、PM 分析、FMEA、CIT/CIP 8D | 故障模式消除、再發下降 |
| 換模/調整損失 | Setup Time、換線頻次 | SMED、作業標準化、治具改善 | 切換時間縮短、節拍穩定 |
| 小停止/空轉 | Minor Stop Count、停頓分鐘 | Andon、目視化、Poka-Yoke | 微停下降、稼動提升 |
| 速度低下 | Performance Loss、Cycle Time | 標準條件(Basic/Usage)、參數最佳化 | 速度回復、產能釋放 |
| 不良/重工 | Quality Loss、不良率、報廢 | 品質保全(QM)、SPC、製程條件管理 | 良率提升、成本下降 |
| 能源損失 | kWh/pcs、尖峰用電 | 能源監測、節能 Kaizen、關機標準 | 能耗下降、ESG 指標改善 |
改善第一步:先把資料準備好
Data Discipline沒有資料碼與責任欄位,OEE、PM 分析與 AI 都會失真。先把五類資料的欄位與責任單位定義清楚。
| 資料類型 | 需要欄位 | 責任單位 |
|---|---|---|
| 設備資料 | 機台別 downtime、alarm、minor stop、MTBF、MTTR | 設備 / 生產 |
| 保養資料 | PM item、PM overdue、維修紀錄、備品更換紀錄 | 設備 / 保全 |
| 製程資料 | recipe、製程參數、刀具/耗材使用次數 | 製程工程 |
| 品質資料 | 不良碼、強度/拉力測試、rework 紀錄 | 品質 / 製程 |
| 人員資料 | 班別、操作員、清潔頻率、點檢紀錄、異常處置時間 | 生產 / 主管 |
設備總合效率 OEE = A × P × Q
Availability × Performance × QualityA 時間稼動率
Availability:扣除當機(故障/換模/換刀/暖機)後的可用時間比例。
P 性能稼動率
Performance:實際產出相對於理想標準速度的比例。
Q 良品率
Quality:良品數 / 總產出。
OEE 計算練習
一班 8 hr = 480 min,休息 2×15 min + 用餐 30 min;當機(故障/換模/換刀/暖機)47 min;理想速度 60 pcs/min;生產 19,271 pcs、不良 423 pcs。
- A = 373 / 420 = 88.81%
- P = 19,271 / (60 × 373) = 86.11%
- Q = (19,271 − 423) / 19,271 = 97.8%
- OEE = A × P × Q ≈ 74.79%
OEE Loss Tree:找出前 3 大損失
把「小停機」從感覺問題變成可排序、可分工、可追蹤的改善題目。某打線站案例 Top 3 損失合計約 78%,優先處理最有感:
決策:先處理前三大損失,再展開 PM 分析。
設備可靠度語言:MTBF / MTTR
Reliability KPIsTPM 不是只看故障次數,而是看故障間隔、修復速度與條件再發。
MTBF(平均故障間隔,望大)
兩次故障間隔時間的平均值,看設備多久又壞一次,適合追蹤穩定度。
MTBF = 淨負荷時間 / 總故障件數(例:100 hr / 2 次 = 50 hr/次)
可估某期間故障機率:MTBF=50 → 故障率 0.02 次/hr。未來 t 小時故障機率以指數分配計算。
MTTR(平均修復時間,望小)
每次故障後恢復正常所需時間的平均值,衡量修理技術與機動性,是保養部門績效指標。
MTTR = 故障停止總時間 / 總故障件數
| 年度 | 2022 | 2023 | 2024 | 2025 |
|---|---|---|---|---|
| 故障總時數 (H) | 1,894 | 1,963 | 1,632 | 973 |
| 故障件數 (次) | 3,080 | 3,602 | 3,026 | 245 |
| MTTR (H/次) | 0.61 | 0.55 | 0.54 | 3.97 |
真正要追的:是否區分突發 vs 慢性故障、是否定義相同故障碼、是否回到條件與真因、是否防止再發。
達成設備「零故障」的五大對策(含驗收 KPI)
1) 管理基本條件(Basic Conditions)
清掃、潤滑、鎖緊,建立「看得見的標準」。
驗收 KPI:點檢完成率、異常發現率
2) 管理使用條件(Usage Conditions)
避免超規運轉(速度、負荷、溫度),讓設備在標準條件內工作。
驗收 KPI:超規運轉次數(週)、異常通報反應時間
3) 恢復劣化(Restoration)
透過修復與更換,讓設備回到設計狀態(Restore to Basic)。
驗收 KPI:重複故障率(30/60 天)、MTBF
4) 設計改善(Design Improvement / MP)
用 MP 分析找出結構性弱點,從設計端消除故障模式。
驗收 KPI:MTTR 降幅、故障模式消除數
5) 提升技能(Skill Enhancement)
用技能矩陣(Skill Matrix)建立「能診斷、能預防、能改善」的能力。
驗收 KPI:技能矩陣達成率、診斷正確率、標準作業遵循率
設備零故障能力提升的三個面向
人的技術提升
操作運轉技術(一級)、維護保養技術(二級)、故障解析、操作誤失防止。
設備的改善
基本條件整備、使用條件遵守、劣化復原、弱點對策、防呆(愚巧法)。
系統化
保養組織效率化、預防/改良保養、備品管理、製程能力改善。
TPM 解題工具:PSDM、8D、PM 分析、MFMEA
Problem Solving Toolkit不同問題用不同工具:選對工具,分析才會收斂。
PSDM / PA(問題分析)
用 Is / Is Not 與 What、Where、When、Extent 清楚界定問題並歸納、證偽。適合先界定問題邊界。
PM 分析
P = 現象/物理(Phenomena/Physical),M = 機理(Mechanism)及 4M 關聯。處理設備/製程的物理機制,最適合慢性問題。
MFMEA(機台 FMEA)
先篩選重點設備與部件,再預防失效與連鎖風險。RPN = S × O × D(S 大都不變)。
8D
處理跨部門、反覆發生、需要制度防止再發的問題,是改善的系統思維與報告格式。
PM 分析七步驟(果 Y → 機制 M → 原因 X → 行動 A)
- 現象(Phenomena)的明確化
- 現象的物理機制(Physical/Mechanism)解析
- 現象成立條件(Condition/Environment)
- 設備/人/材料/方法之關聯性(4M)
- 調查方法之檢討(Measurement)
- 原因之摘出(Root Causes)
- 復原改善的實施(Actions)
8D 對應:D2 果(Y) → D4 因(X) → D5 治本對策(Corrective) → D3 治標(Containment) → D7 預防(Preventive)。
TPM 實戰改善案例(8D 報告)
D1–D8 Walkthrough以下兩個案例示範如何把 OEE Loss Tree、PM 分析與 8D 串成一套可落地的改善流程。範例取自 IC 封裝測試現場,方法可套用於任何重點設備。
案例 A:打線機(Wire Bonder)小停機頻繁與良率改善
D1–D2 問題(果 Y)
打線站為瓶頸;OEE 僅 62%、小停機頻繁、接合不良率 1.2%。目標:OEE >73%、小停機 −40%、不良率 <0.55%。
D3 治標(行動 Ay)
1 小時內連續 3 次同類小停機 → 強制停機通報;異常批首件與拉力加抽檢;現場懸掛異常紅標籤與交班。
D4 要因(因 X)
PM 分析鎖定:X1 送線路徑污染/偏移、X2 劈刀壽命/清潔未控、X3 接合參數漂移超出穩定視窗。
D2 IS / IS NOT 精確問題描述(節錄)
| 構面 | IS(顯性) | IS NOT(隱性) |
|---|---|---|
| 主體 | 打線接合系統(送線/夾持/導引/劈刀/接合頭) | 其他封裝/測試設備,非全廠共同問題 |
| 症狀 | 微小停機、送線卡線、接合不良;OEE 62% | 設備長停、外觀破損、測試誤判 |
| 時間 | 量產累積後、清潔逾期、溫漂/震動後明顯 | 換線前、首件設定、單次停電事件 |
| 模式 | 反覆、同類小停機,可重現主模式 | 一次性、隨機、無法重現的雜訊 |
D5 治本(行動 Ax)
Ax1 送線/夾持自主點檢;Ax2 劈刀累計次數壽命卡控 + 動態清潔;Ax3 參數即時趨勢監控(SPC 警示界限、漂移預警)。
D7–D8 預防(行動 Ap)+ 持續改善
操作員每日自主點檢表、主管每週 Pareto 例會、工程每月更新 MFMEA 與控制計畫;90 天 Roadmap + OPL + 同型設備橫展。
D6 效果確認(Before → After,30 天)
| 指標(果 Y) | Before | After | 成果 |
|---|---|---|---|
| OEE | 62% | 73% | +11%(達標) |
| 小停機次數/班 | 100% | 60% | −40% |
| 接合不良率 | 1.20% | 0.55% | −54%(達標) |
| 接合強度 CPK | 1.15 | 1.48 | 能力大幅穩定 |
案例 B:測試機 / 分選機(Tester / Handler)誤判與卡料改善
D1–D2 問題(果 Y)
重測率 3.5%(Socket 65%、Jam 25%)、Handler Jam 15.4 次/班、OEE 65%,並有良品/不良品混料風險。目標:重測 <1%、Jam <5 次/班、OEE >80%。
D3 治標(行動 Ay)
批次重測上限 2 次且限時完成;單班重測 >2% 自動暫停人工點檢;成立 Jam 快排小組(3 分鐘 SOP)。
D4 要因(因 X)
拆成兩條物理鏈:接觸(針腳磨耗/殘留 → 阻抗上升 → 誤判)與搬運(吸嘴吸力/軌道偏移 → 對心不良 → 卡料)。X1 針腳壽命未管、X2 清潔依時間非依顆數、X3 吸嘴/軌道 PM 不足。
D5 治本(行動 Ax)
Ax1 觸擊數壽命管理(180k 預警 / 200k 更換);Ax2 每 20k 顆動態清潔 + 阻抗連續超標停機;Ax3 吸嘴壽命化 + 軌道重校 + 馬達電流監控。
D7–D8 預防 + 持續改善
修訂自主點檢 SOP 與控制計畫、發行 OPL 並 100% 考核、15 台同型機 30 天橫展;與供應商協同提升針腳壽命、導入多特徵融合 AI 預知保養(PdM)。
D6 效果確認(Before → After,30 天)
| 指標(果 Y) | Before | After | 成果 |
|---|---|---|---|
| 重測率 | 3.5% | 0.8% | −77%(達標) |
| Handler Jam/班 | 15.4 次 | 3.2 次 | −79%(達標) |
| OEE | 65% | 81.5% | +16.5%(達標) |
| 阻抗超標報警 | 100% | 15% | −85% |
TPM + TPS:從設備穩定到流程流動
Stability → FlowTPM 處理什麼
設備穩定、基本條件整備、故障與小停機、點檢保全、設備與品質條件 → 讓產線有可預測性。
TPS 處理什麼
價值與浪費、節拍與流動、拉動與平準、換模與標準作業、WIP 與交期 → 讓流程持續流動。
共同目標
更高 OEE、更短 lead time、更低 WIP、更少缺陷、更穩 OTD、更安全的現場。
決策鏈:現場損失 → 設備基線 → 條件整備 → 流程改善 → 價值流 → 治理與 AI
常見錯誤:① 故障還沒壓住就急著做線平衡與拉動;② 只做點檢卻不改換模與標準作業,WIP 仍高;③ AI 只做炫技展示,沒接回故障紀錄、點檢表、OEE 與交班節奏。
產能壓力下:PM / PdM 要分三階段導入
① 可視化
先知道 PM 為何沒做:產能卡住、備品不足、人力不足、停機窗口不足。
② 結構化
統一 downtime code、PM 延期原因、故障碼、部件碼與責任單位。
③ 預測化
再導入 FDC / sensor / AI,判斷何時該做 CBM 或 PdM。
不要一開始就 PdM:若 PM 延期原因與故障碼都不清楚,PdM 會變成漂亮但難維持的系統。先建立每週看故障 Pareto、PM overdue、MTBF/MTTR 的保養決策節奏。
設備設計考慮因素(讓設備天生好用、好保養)
Design for Maintainability用 ECRS(刪除/合併/重組/簡化)檢視設備設計,從源頭降低操作疲勞、換模時間與保養難度。
適合操作
動作分級:盡量用「指節/手腕」等小範圍動作,速度最快、體力與疲勞最少。
快速換模 SMED
段取時間 = 外段取 + 內段取 + 調整。把內作業轉外作業、平行作業、排除調整,逐步縮短。
流線化與轉用性
由批量生產佈置改為依產品流線的單件流(U-Shape),設備專用化、小型化、低廉化。
移動性與流動性
管線輕易插拔、出口與下站入口靠近,讓工件在設備間順暢流動。
維護保養性 (R&M)
預留足夠保養空間,零件共通化、容易分解裝配,降低 MTTR。
自働化(Autonomation)
離人化、自動防止不良、目視管理、IoT 監控;追求「可働率」而非單純稼動率。
機巧裝置 Karakuri
源自日本的「免花錢」改善:利用重力、槓桿、發條、凸輪、滑輪等,不用電力即可實現低成本、省能源的簡易自動化。特徵是「簡單、自製、低成本」,卻能有效解決品質、效率與故障問題。
設計創新 TRIZ
用 39 個工程參數與矛盾矩陣,找出 40 個發明原理解決設計矛盾。例:攜帶式牙刷在改善「靜止物長度」時「使用方便性」變差 → 矛盾矩陣導出「分離原理」與「自助原理」。
設備管理系統(EMS)與保養演進
BM → PvM → PdM → CM → MP保養演進不是多買感測器,而是把「故障模式 × 門檻 × 行動規則」建立起來,並用 KPI 追蹤成效。
三題快速診斷:你目前在哪一級?
- 故障後修理占比(BM)是否仍 > 50%?
- 定保達成率(PM%)是否 < 80% 或 PM 內容長期不更新?
- 有感測資料但沒有「門檻 + 行動規則」=偽 PdM?
判斷重點: PdM 的核心不是感測器,而是「可預測、可決策、可執行」的閉環。
1) 事後保養(BM - Breakdown Maintenance)
被動故障發生才修理。短期可行,但長期造成停機與成本擴大。
2) 預防保養(PvM - Preventive Maintenance)
計畫性透過定期保養避免故障。關鍵在 PM 內容必須「會迭代」,不是照表操課。
3) 預知保養(PdM - Predictive Maintenance)
狀態監測利用數據(IoT/振動/溫度/電流)預測健康度。必須同時具備:門檻、行動規則、責任歸屬。
4) 改良保養(CM - Corrective Maintenance)
體質改善針對「重複故障」做結構性改善,降低 MTTR 與再發。常用:CIT/CIP 8D、FMEA、設計改善。
5) 保養預防(MP - Maintenance Prevention)
設計回饋在設備設計與導入期即「消除故障模式」,讓設備天生更可靠、更好維修(Life Cycle Thinking)。
概念測驗
1. OEE (設備總合效率) 的計算公式為何?
2. TPM 的八大支柱中,哪一項強調「操作人員」具備基本的設備維護能力?
3. 在 8D / PM 分析中,「治標措施(Containment, 行動 Ay)」是針對什麼而做?
4. 在產能壓力下導入 PM / PdM,正確的順序為何?
TPS 豐田生產系統 (Lean)
把「浪費排除」變成 KPI 機制,把機制變成日常管理
交付
OTD
On-time Delivery
週期
Lead Time
LT(天/時)
在製
WIP
上限/現況
節拍
Takt
需求節奏
品質
FPY
First Pass Yield
流動
VA%
Value-Added %
兩大支柱
1. 及時化(Just-in-Time)
在正確的時間、生產正確數量的正確產品。
- 節拍時間(Takt Time)
- 連續流(Continuous Flow)
- 拉式生產(Pull System)
- 看板(Kanban)
管理抓手: Takt、WIP 上限、補貨規則
2. 自働化(Jidoka)
發現異常就停、就修、就防再發:不讓不良流出,也不讓問題藏起來。
- 人機分離
- 防呆法(Poka-Yoke)
- 目視管理(Andon)
管理抓手: 異常停線規則、Andon 反應時間、Quality Gate、流出率
七大浪費(7 Muda)
- 生產過剩(Overproduction):最嚴重的浪費。
- 庫存(Inventory):隱藏管理問題。
- 搬運(Conveyance):無附加價值的移動。
- 不良/重工(Defects):造成材料與時間的雙重損失。
- 加工(Processing):過度加工或製程設計不良。
- 動作(Motion):不符合人因工程的動作。
- 等待(Waiting):人或機器的閒置。
+1. 人才浪費(Underutilized Talent):未發揮員工智慧。
TPS 快速診斷(10 分鐘)
- 現場觀察:7 大浪費中,哪 3 項最嚴重?
- 用數據驗證:等待時間 / 搬運距離 / WIP / 重工率
- 產出:Top3 浪費 Pareto + 2 週改善清單
重點:先抓 Top3,別同時改善 7 件事。
精實思維五大步驟(5 Steps of Lean Thinking)
價值
Specify Value
交付物:CTQ/需求清單
價值流
Identify Value Stream
交付物:VSM 現況圖 + LT/VA%
流動
Flow
交付物:瓶頸改善方案
拉動
Pull
交付物:看板拉動 + WIP 上限
完善
Perfection
交付物:CIT/CIP 節奏 + 稽核表
12 週 TPS MVP(從一條線開始做出成效)
先選一個產品族群/一條線:用最小可行方案跑出 KPI 改善,再擴大複製。
WK 1-2
VSM 現況
- LT/VA% 量化
- Top3 浪費 Pareto
WK 3-4
標準作業
- SWCT + SOP
- Yamazumi
WK 5-6
流動改善
- 瓶頸站點
- 布局/平衡
WK 7-8
拉動試點
- 超市/看板
- WIP 上限
WK 9-12
平準化+維持
- Heijunka
- 週報+稽核
物料管理地圖與 KPI(Inventory Management in TPS)
Flow + Forecast + ReplenishmentTPS 並不是單純把庫存壓低,而是把庫存當成「暴露問題」與「穩定流動」的管理對象。 真正的重點是讓物料流可預測、可補貨、可例外管理,避免一邊缺料停線、一邊高呆滯高 MOQ。
策略與心態
先把庫存議題連到現金流、交付風險與缺料停線,而不是只看庫存金額。
分類與分析
用 ABC / XYZ 或 AZ / BZ 找出真正要管的高價值、高波動、缺料高風險料號。
需求預測
選對模型、看對誤差、理解需求型態邊界,避免用單一方法硬套所有料號。
補貨制度
決定何時檢查、何時下單、一次下多少、補到多少,並區分制度與參數。
流程改善
MOQ、交期、缺料停線、預測責任不清,最後都要回到 CIT 8D 與例外管理機制。
庫存週轉率
3.2 次
現金壓力偏高
呆滯庫存比
18%
高於期望值
OTD
87%
交付不穩
缺料停線
14 次/季
直接影響產能
預測偏差
偏高
Q4 高估明顯
關鍵料號
AZ / BZ
需強管與例外處理
需求預測方法選擇
SES 單指數平滑
適合穩定需求,只有「水準」沒有明顯趨勢或季節性。
Holt 雙指數平滑
適合持續上升或下降需求,處理水準 + 趨勢。
ETS / Holt-Winters
適合有季節性的需求;Excel `FORECAST.ETS` 可做快速試算。
Croston / SBA / TSB
適合間歇性需求。SBA 用於修正 Croston 偏誤,TSB 對需求逐漸消失或淘汰件更有用。
類比法 / Bass / AI 混合
新產品或缺少歷史資料可用類比法;Bass 偏向擴散型需求估計;AI 更適合輔助比較與例外管理,不是直接取代制度。
提醒:大量零值或間歇性需求,不宜只看 MAPE,也不宜直接用 ETS 家族硬套。
補貨制度(Replenishment Policy)
補貨制度回答的是「何時檢查、何時下單、一次下多少、補到多少」。 `SS / ROP / EOQ / MOQ` 是制度中的設定值,不是制度本身。
(Q,R)
連續檢查,當庫存位置低於 `R` 時立刻下固定量 `Q`。適合高價值或缺料風險高的料。
(P,S)
定期檢查,每隔 `P` 檢查一次,並補到 `S`。適合料號多、固定補貨週期的情境。
(s,S)
低於下限 `s` 才補貨,並補到上限 `S`。常見於 Min-Max 或有 MOQ / 包裝倍數限制的料號。
Two-Bin
兩箱法做視覺化補貨。第一箱用完即發訊號,第二箱支撐等待期。適合低價、穩定耗用料。
TPS 下的選制邏輯
- A 類 / 關鍵料 / 缺料停線風險高:優先考慮 `(Q,R)`
- B/C 類 / 料號多 / 固定補貨日:優先考慮 `(P,S)` 或 `(s,S)`
- 低價穩定耗材:優先考慮 `Two-Bin`
- 真正的精實不是盲目降庫存,而是讓補貨規則與拉動節奏一致
問題情境
Q1 常缺料停線,Q4 又形成高呆滯;MOQ 僵化、交期波動沒有反映在 `SS/ROP`,業務與供應鏈對預測責任也不清楚。
TPS 任務
找出高風險料號、選對預測模型、設定補貨政策、建立每週 / 每月治理節奏,並把缺料或高呆滯議題納入 CIT 8D 改善流程。
標準作業(Standardized Work)
以人的動作為中心,把「最佳方法」文件化,才能讓改善可複製、可維持。
標準作業三要素
- 節拍時間(Takt Time):跟著需求節奏。
- 作業順序(Work Sequence):人的動作順序。
- 標準手持(Std. WIP):最少必要在製。
標準作業三件套(直接落地)
- 標準作業組合票(SWCT)
- 作業指導書(SOP / WI)
- 產線平衡圖(Yamazumi)
平準化與單元生產
平準化(Heijunka)
把產量與品項的波動「平均化」,避免浪費與壅塞,支撐拉動生產。
落地三問:
- 我們要平準的是「產量」還是「品項」?
- 切換時間(Setup)是否支撐混流?先做 SMED?
- 混流節奏(Pitch)與看板循環是否已定義?
單元生產(Cell Production)
以 U 型或流動化配置,把搬運與等待降到最低,並強化多能工。
關鍵前提: 工站可合併、作業可平衡、多能工比例足夠(Skill Matrix)。
VSM 價值流圖實務(Value Stream Mapping)
VSM 的目標不是畫圖,而是把 VA% 拉高、把 Lead Time 拉短,並找出系統性浪費的根源。
1) 繪製步驟
- 選定產品族群(Product Family)。
- 繪製現況圖(Current State):含 CT、CO、Uptime、WIP、等待。
- 辨識瓶頸與浪費:找出庫存、斷點、等待與搬運。
- 繪製未來圖(Future State):引入連續流/超市拉動/平準化。
- 制定改善計畫(Kaizen Plan):專案化追蹤。
2) 關鍵數據計算
節拍時間(Takt Time)
可用時間 / 客戶需求(pcs)
前置時間(Lead Time)
庫存天數(含 WIP) + 加工時間(Process Time)
增值比例(VA%)
VA% = Value-Added Time / Lead Time
管理重點:
先找 VA% 最低、LT 最長的那一段,最值得改善的系統瓶頸。
IE(工業工程)七大改善工具
選工具 ≠ 展工具工具選擇指南(問題 → 工具)
IE1:防呆
用機構或訊號避免錯誤。
IE2:動作
消除不必要動作降低疲勞。
IE3:流程
流程圖找搬運等待重複。
IE4:連合
提升人機稼動減少閒置。
IE5:3×5 Why
追到發生端流出端與系統端真因。
IE6:雙手
找出雙手不均等待浪費。
IE7:抽查
用抽樣方式量化等待與稼動狀態。
概念測驗
1. 豐田生產方式 (TPS) 的兩大支柱是什麼?
2. 在七大浪費中,哪一項被認為是「萬惡之首」,因為它會掩蓋其他問題?
TQM 全面品質管理
以顧客價值為中心,用「系統 + 數據 + 閉環」讓品質可預測、可稽核、可持續
外部品質
PPM
Customer / Process
直通率
FPY
First Pass Yield
品質成本
COPQ
Scrap / Rework
改善閉環
CAPA
Close Days
系統符合
Audit
NC Count
風險降低
RPN↓
FMEA Reduction
TQM 不只是「品質工具」,而是把 顧客需求、製程能力、量測可信、改善閉環 串成管理系統。
品質成本(COQ)概念:把品質變成經營語言
Cost of QualityCOQ 是衡量「把品質做好」與「品質失敗」總花費的管理工具。對高階主管而言,這比只談不良率更容易連到損益;對現場而言,這能把改善活動轉成可追蹤的財務語言。
預防成本
Prevention
- 品質規劃與教育訓練
- FMEA、Control Plan、供應商輔導
- 防呆設計、標準化與預防性改善
鑑定成本
Appraisal
- 進料、製程與出貨檢驗
- MSA / Gage R&R / 實驗室測試
- 稽核、驗證與量測系統維持
內部失敗成本
Internal Failure
- 報廢、重工、重檢與降等
- 停線分析與交期延誤損失
- 良率損失與額外工時
外部失敗成本
External Failure
- 客訴處理、退貨、保固維修
- 索賠、品牌損失與市場召回
- 額外服務成本與信任流失
COQ = 預防成本 + 鑑定成本 + 內部失敗成本 + 外部失敗成本
管理重點不是一味削減品質費用,而是把資源從「失敗後補救」移到「事前預防」。
COQ 與 COPQ 的關係
COQ 是全貌;COPQ 常用來聚焦失敗造成的損失,通常最先從報廢、重工、客訴、保固等項目追蹤。
課堂上可直接追的 KPI
- COPQ / 營收 或 COPQ / 製造成本
- Scrap、Rework、Warranty、Customer Claim
- 預防成本占比是否逐步提升且失敗成本下降
五大品質視角(從概念到可管理)
-
產品品質(Product):CTQ 管理、客訴 PPM、可靠度(FR/MTBF)。
常用指標:Customer PPM / Field Return / Reliability
-
流程品質(Process):變異控制、Cpk、FPY/RTY、穩定性(SPC)。
常用指標:Cpk / FPY / Scrap & Rework
-
系統品質(Management):稽核符合、CAPA 閉環、標準化覆蓋率。
常用指標:Audit NC / CAPA Close Days / SOP Coverage
-
供應品質(Supplier):來料 PPM、供應商 8D 週期、PPAP 準時率。
常用指標:Incoming PPM / 8D Lead Time / PPAP OTD
-
永續/數據品質(ESG):碳盤查資料的可追溯、可稽核、可一致。
常用指標:Data Completeness / Traceability / Audit Pass
管理的不止是「不良」,而是「變異、風險、數據可信度與閉環速度」。
IATF 16949 六大核心工具
- APQP(先期產品品質規劃)
- FMEA(失效模式與效應分析)
- Control Plan(控制計畫)
- MSA(量測系統分析)
- SPC(統計製程管制)
- PPAP(生產件批准程序)
六大工具順序圖
APQP
策劃
FMEA
風險
CP
控制
MSA
尺要準
SPC
穩定
PPAP
承認
Control Plan 是把 FMEA 風險、量測方法與製程監控正式落到現場管理的橋樑。
沒有 MSA 的 SPC,等於用不準的尺管製程。
數據分析關鍵技術(Data Analysis):SPC & MSA
SPC 統計製程管制
SPC 的目的是用 變異(Variation) 做管理,區分「共同原因」與「特殊原因」。
製程能力指標
Cpk = Min [ (USL-μ)/(3σ), (μ-LSL)/(3σ) ]
- Cpk ≥ 1.33:一般量產可接受(視客規調整)
- 1.00 ≤ Cpk < 1.33:風險區,需改善計畫
- Cpk < 1.00:不具能力,需立即 CIT/CIP 8D 改善或變更條件
SPC 行動規則(判讀 → 行動)
- 超出管制界限(UCL/LCL): 立即隔離/停線(Containment)→ 查特殊原因 → 快速診斷
- 未超界但連續趨勢/偏移(例如連續上升、長期偏一側): 先做條件確認(刀具/治具/溫度/參數)→ 預防性調整。
- Cpk 長期低於門檻: 啟動改善專案(DMAIC/8D)→ 回寫 Control Plan + FMEA。
重點:SPC 的價值在「反應速度」與「再發下降」,不是圖表好看。
MSA 量測系統分析
在做 SPC/能力分析之前,先確認「尺」是準的(第一統計量)與可重複再現的(第二統計量):量具、方法、環境、人員都會影響結果。
Gage R&R(概念)
- 重複性(Repeatability):同人同量具多次測量的變異(EV)
- 再現性(Reproducibility):不同人/不同條件測量的變異(AV)
MSA 行動規則(結果 → 決策)
- %GRR ≤ 10%:量測系統可用(可做 SPC/能力判定)。
- 10% < %GRR ≤ 30%:條件可用(限制用途 + 改善量測系統)。
- %GRR > 30%:不可用(先改善治具/方法/環境/訓練,再談能力)。
QC 七大手法(數據分析)+ 新 QC 七手法(語言整理)
不是背工具,而是用「情境 → 工具」快速選對方法,縮短分析時間。
工具選擇指南(情境 → 建議工具)
QC 傳統七大手法(數據分析)
- 柏拉圖(重點分析)
- 魚骨圖(因果分析)
- 查檢表(數據蒐集)
- 管制圖(製程穩定)
- 直方圖(分布狀態)
- 散佈圖(相關性)
- 層別法(差異比較)
QC 新七大手法(語言整理/構想)
- KJ 法 / 親和圖
- 關聯圖
- 系統圖(樹狀圖)
- 矩陣圖
- 矩陣數據解析法
- PDPC 法(過程決策)
- 箭形圖
概念測驗
1. 品質管理的演進,由事後檢驗走向預防,最高層次是?
2. 在品質成本 (COQ) 中,教育訓練費用屬於哪一類?
3T + Industry 4.0 + ESG
從自動化走向智慧化:把 TPS/TPM/TQM「數位化、即時化、可預測化」,並用 ESG 數據治理支持查核與市場門檻
效率
OEE
A / P / Q
故障
MTBF
Reliability
修復
MTTR
Maintainability
品質
FPY
First Pass Yield
能源
kWh/pcs
Energy / Unit
碳
CO₂/pcs
Carbon / Unit
Industry 4.0 不是買設備,而是讓 3T(TPS/TPM/TQM)從「事後管理」升級為「即時反應 + 預測決策 + 可稽核承諾」。
1. Industry 4.0
Digitalize TPS/TPM將 TPS/TPM 的「看板、安燈、點檢、保養、品質」數位化,讓現場由「憑經驗」變成「靠數據」。
e-Kanban(電子看板)
利用 RFID/條碼/系統訊號,讓補貨規則自動化:降低缺料停線風險,並實現即時庫存監控。
Digital Andon(數位安燈)
異常發生即推播通知(手機/看板/郵件),並自動記錄「發生→反應→修復」時間,支援復盤與再發預防。
工業 4.0 關鍵技術(技術 → 管理價值)
物聯網(IoT)
設備聯網,取得稼動、停機、參數、能耗的即時數據(Real-time Data)。
人工智慧(AI)
異常偵測、預測維護(PdM)、品質分類(Quality 4.0)。
數位孿生(Digital Twin / CPS)
建立虛實整合模型,在虛擬環境中測試最佳運轉與維護策略。
大數據(Big Data)
整合製程、設備、品質、環境多源數據,挖掘隱藏關聯與關鍵因子。
2. 智慧品質與預知保全
Quality 4.0 × PdM 2.0從「抽檢 + 事後維修」升級為「全檢 + 預警維護」:用數據把風險前移、把停機變可控。
Use Case 01
AI Visual Inspection(AI 視覺全檢)
- 100% 全檢:微小瑕疵、表面缺陷、組裝缺件
- 降低漏檢、減少人力依賴與主觀判斷
Use Case 02
Vibration / FFT(振動頻譜)
- 即時上傳振動頻譜,判讀軸承/不平衡/鬆動
- 在故障前預警,避免突發停機
Use Case 03
Big Data RCA(數據驅動根因)
- 整合製程參數/設備/環境/品質,找出隱藏因子
- 從「試誤」變「證據」,加速改善收斂
PdM 2.0(預知保全)落地要件
CPS / 數位孿生(Digital Twin)
先建立「健康指標」與「最佳運轉窗」,再談預測模型。
門檻 + 行動規則
沒有門檻與責任分工,就算偵測到異常也無法降低停機。
3. Green TPM & ESG
Data Quality × AuditabilityESG 的關鍵不是報告好看,而是數據可稽核:把能源、碳、廢棄物指標納入 TPM/日常管理,讓改善可追蹤、可驗收。
Energy = Cost
能耗不是環保口號,是直接成本。以 kWh/pcs 追蹤並做能效改善。
KPI:kWh/pcs、尖峰用電、能效改善率
Carbon = Market Access
CFP/CBAM 成為市場門檻:沒有可稽核碳數據,無法對外承諾。
KPI:CO₂/pcs、Scope1/2/3 完整率、查核通過率
Waste = Resource
把廢棄物視為資源管理:分類、回收、再利用,導入循環經濟。
KPI:廢棄物率、回收率、材料利用率
能源管理(EMS)
即時監控耗能,找出異常耗能來源並改善。
數據品質:儀表校正/資料完整率/可追溯
碳足跡(CFP)
建立 ISO 14067 的計算邏輯與證據包(Evidence Pack)。
數據品質:一致口徑/係數版本/稽核可用
循環經濟
減少廢棄物(Waste),推動材料回收與再利用。
數據品質:分類一致/秤重可稽核/供應鏈追溯
ESG 數據品質(Carbon Data Quality)三要素
可追溯(Traceability)
Scope 1/2/3 資料來源分攤方法、係數版本可回溯。
一致(Consistency)
邊界/口徑/方法一致,避免同產品不同版本數字。
可稽核(Auditability)
證據包可支援第三方查核與客戶稽核。
結論:ESG 的戰場不是報告好看,而是數據可稽核;就像品質管理,沒有證據與閉環,就無法對外承諾。
12 週 MVP 導入路線圖
From Data to Action先選一條線/一群關鍵設備,跑出 KPI 成效後再擴大複製:避免「大專案、慢效益」。
W1-2
數據盤點
- OEE/停機
- 能耗基線
W3-4
Andon/Kanban
- 反應節奏
- 補貨規則
W5-6
品質數據
- SPC/FPY
- 不良分層
W7-8
AI 試點
- 視覺全檢
- 異常偵測
W9-10
PdM 2.0
- FFT 門檻
- 行動規則
W11-12
ESG 治理
- EMS/CFP
- Evidence Pack
驗收方式: 以 KPI 儀表板(OEE/MTBF/MTTR/FPY/kWh/CO₂)驗收成效,並將成功做法標準化後擴散。
關鍵分析工具詳解
1. TRIZ(萃智)創新問題解決
當傳統方法無法突破時,用「矛盾」找到創新解。
何時用 TRIZ?(When to use)
- 技術矛盾:要更快、同時要更穩/更準。
- 成本/重量/能耗下降,但品質/可靠度不能退。
- 方案卡住:改善只剩「加人加錢」的選項。
40 發明原則(常用例)
2. PSDM 問題分析與決策
先把問題定義清楚,才有可能找到真正有效的解法。
何時用 PSDM?(When to use)
- 現象混亂:各部門說法不同、範圍不清。
- 數據很多:但找不到關鍵差異。
- 一直修不好:因為問題定義錯了。
PA 問題分析(IS / IS NOT)
3. PPA 潛在問題分析(Risk Management)
在執行前把「可能失敗」變成可管理風險:先預防、再緩解、最後稽核。
1)Identify Risks(識別風險)
列出「可能發生」的情境:Unknown → Known,避免事後補救。
2)Set SOD(設定嚴重度/發生率/偵測度)
以 S/O/D 建立優先級:先處理 Top Risk,而不是平均用力。
3)Actions(預防 & 緩解)
Plan A 預防(Occurrence ↓)/ Plan B 緩解(Severity ↓ 或 Detection ↑)。
SOD 風險矩陣(簡化 3×3 視覺化)
可以將 Top 10 風險逐項標記在矩陣中(紅/黃/綠),並用「風險趨勢」追蹤,而非只看一次性 RPN。
橫軸可視為 Severity(嚴重度)由低到高;縱軸可視為 Occurrence / Detection 綜合風險由低到高。
4. PM 分析(Phenomena → Mechanism)
把「現象」拆到「機制」:沒有機制理解的改善,只是運氣好。
Step 1
現象明確化
範圍、條件、頻率與量化
Step 2
物理/化學機制拆解
熱、力、摩擦、流體、化學反應
Step 3
成立條件
找「必然條件」與「促成條件」
Step 4
4M 交叉(Man/Machine/Material/Method)
交叉比對,避免單點偏誤
Step 5
建立假說(Hypothesis)
把可能原因變成可驗證命題
Step 6
驗證設計(DOE / Test)
最小成本驗證,快速收斂
Step 7
根因確認(Root Cause)
因果鏈完整、可重現
Step 8
復原與改善(Prevention)
回寫標準、控制計畫、維持稽核
工具應用測驗
1. 在 QC 新七手法中,哪一個工具適合用來整理雜亂的語言資料,歸納出潛在問題?
2. 在 MFMEA 中,RPN (Risk Priority Number) 的計算公式為何?
AI 賦能 3T 診斷
OEE 計算與損失分析助手
輸入您的生產數據(運轉時間、理論產能、實際產出、不良數),AI 將幫您計算 OEE,並分析主要的損失來源(六大損失)。
MFMEA 風險評估助手
描述設備故障現象,AI 協助您進行 MFMEA 分析,建議失效模式、影響與 RPN 分數。
SPC 製程能力分析助手 (TQM)
輸入一組製程量測數據與規格上下限,AI 將協助計算 Cp, Cpk,並判讀製程能力等級。
PM 分析助手 (Phenomena-Mechanism)
描述慢性不良現象,AI 將協助您進行 PM 分析 (現象-機制-4M 關聯),找出潛在的微缺陷。
CIT/CIP 8D 報告生成助手 (TPM 專用)
遇到突發設備故障?輸入故障現象,AI 將協助您生成符合 CIT/CIP 3T 標準的 8D 報告大綱。
TRIZ 矛盾解決助手
描述您遇到的技術矛盾 (想改善A參數,但B參數變差),AI 將透過矛盾矩陣提供發明原則。
PSDM 問題分析與決策助手
輸入問題現象,AI 協助您進行 IS/IS NOT 差異分析,聚焦最可能原因並整理決策線索。
ESG 碳足跡估算助手
輸入生產參數 (電力、材料重量、運輸距離),AI 協助估算 ISO 14067 碳足跡 (Scope 1, 2, 3)。
結論:從傳統製造到智慧製造的完整路徑
這不是工具課,而是一套「可落地、可驗收、可複製」的轉型方案
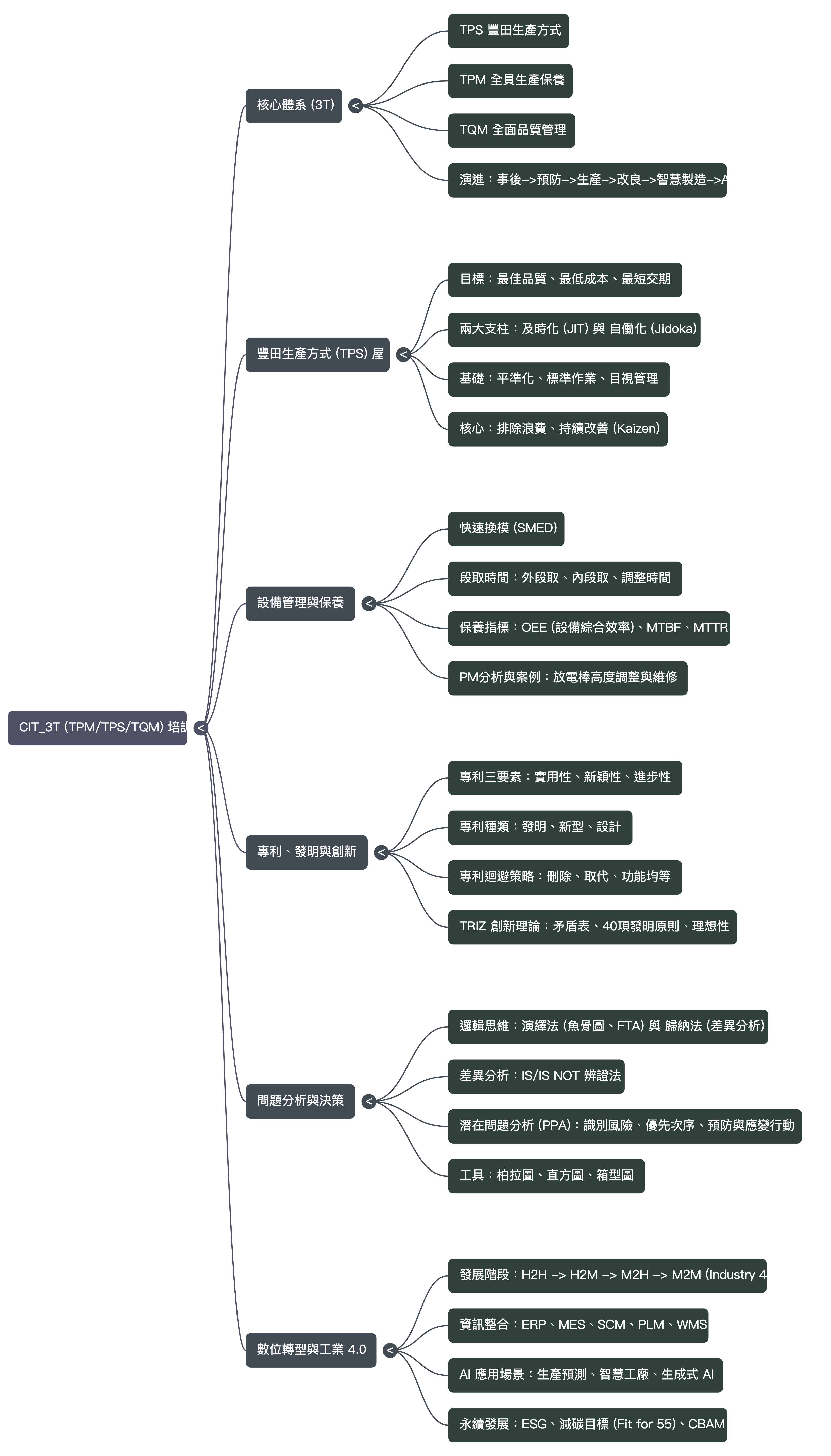
3T 架構心智圖 (點擊放大)
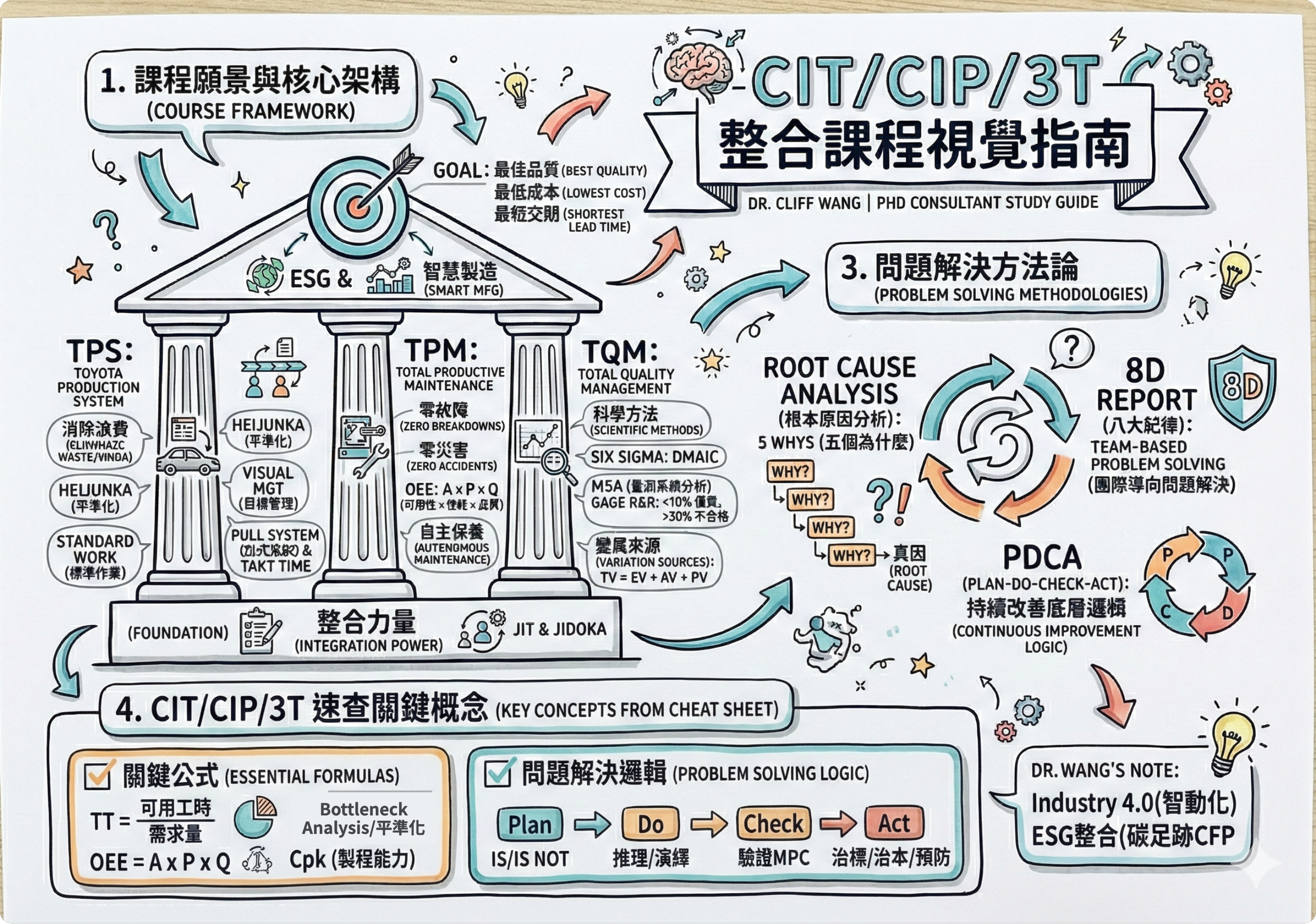
3T Nano Banana (點擊放大)
本課程不只是介紹 3T(TPM / TPS / TQM),而是協助企業把「效率、品質、可靠度、永續」串成同一套管理系統: 先用 TPM 穩健設備體質,再以 TPS 打通流與縮短交期,以 TQM 管理變異與保證品質, 最後透過 AI(可預測) 與 ESG(可稽核) 將成果放大並可持續。
設備效率
OEE ↑
停機↓ / 稼動↑
交期
Lead Time ↓
等待↓ / 流動↑
品質
FPY ↑
重工↓ / 不良↓
品質成本
COPQ ↓
Scrap / Rework
能源效率
kWh/pcs ↓
Energy / Unit
碳
CO₂/pcs ↓
Audit-ready
3T 整合綜效(讓系統「穩」)
TPM(穩健體質)
以零故障 / 自主保全 / 計畫保全提升設備可靠度,讓改善不是靠加班補救。
成果 KPI:MTBF ↑、MTTR ↓、OEE ↑
TPS(流動化)
消除浪費、建立連續流與拉動補貨,讓交期下降、在製下降。
成果 KPI:Lead Time ↓、WIP Days ↓、OTD ↑
TQM(變異管理)
從源頭控制變異(MSA/SPC/Control Plan),把「品質」變成可預測能力。
成果 KPI:FPY ↑、PPM ↓、COPQ ↓
AI & ESG 數位賦能(讓系統「快、準、可稽核」)
預測型維護(PdM)
從 PM 分析進化到 AI 異常偵測,讓停機可預警、可排程、可避免。
成果 KPI:突發停機 ↓、維修成本 ↓、MTBF ↑
智慧品質(Quality 4.0)
用 SPC + 影像辨識即時監控,讓問題更早被偵測、參數更快被修正。
成果 KPI:不良流出率 ↓、FPY ↑、再發率 ↓
綠色製造(Green Mfg + ESG)
整合 ISO 14067(CFP)與 EMS 能源管理,建立證據包(Evidence Pack)以支援查核與客戶要求。
成果 KPI:kWh/pcs ↓、CO₂/pcs ↓、查核通過率 ↑
企業轉型三階段路徑圖
從「穩」到「快」再到「智慧 + 永續」:每一階段都有清楚的驗收指標
標準化與穩定化
把現場「變異」收斂:先把基本功做扎實,才能進入數據化與智慧化。
重點落地
- 5S / SOP / 點檢(自主保全)
- 不良分層與基本 QC 工具
- 現場管理節奏(Daily Control)
驗收 KPI: 反覆異常 ↓、停機分鐘 ↓、基本稽核通過率 ↑
精實化與數據化
打通流程並建立數據底座:讓問題「看得見」、改善「跑得快」。
重點落地
- JIT / 拉動補貨 / e-Kanban
- Digital Andon(反應速度)
- 8D / DMAIC 系統化解題
- IoT 數據採集(稼動/停機/能耗)
驗收 KPI:Lead Time ↓、WIP Days ↓、FPY ↑、OEE ↑
智慧化與永續化
把數據變決策,把成果變承諾:從「管理」升級為「預測 + 可稽核」。
重點落地
- AI 輔助決策(異常偵測/根因分析)
- 數位孿生(Digital Twin)與 PdM
- ESG 碳管理(CFP/EMS)+ Evidence Pack
驗收 KPI:突發停機 ↓、CO₂/pcs ↓、查核通過率 ↑、再發率 ↓
3T 建立穩定的製造體質,AI 讓系統具備感知與預測能力,ESG 讓成果可持續與可稽核。 三者結合,才是真正的智慧製造。
課程資源下載 (8D Format)
課後驗收 — 檢視學習成效
完成課程後,點擊下方按鈕進行模擬考題測驗,驗證您對 3T (TPM / TPS / TQM) + AI + ESG 的掌握程度
"沒有最好的製程,只有更好的改善。"
Cliff Wang, Ph.D. | Copyright 2026